One of the newest technologies in the food industry is the application of membrane technology, which has seen the replacement of traditional multi-stage filtration, separation and evaporator process with a single membrane process. The rapid expansion of membrane technology is dictated by the many advantages like the gentle treatment of the product due to moderate temperature changes during process, high selectivity based on unique separation mechanism, compact and modular design for easy installation, and extension and low energy consumption compared to condensers and evaporators [1]. These methods have a positive impact on the organoleptic, qualities and national value of foods [2].
The key membrane technologies in the food industry is pressure driven membranes process microfiltration (MF), ultrafiltration (UF), nanofiltration (NF) and Reverse Osmosis (RO).
Membrane filtration technology has developed both in the way membranes are packaged and in the type of materials used. The results are a wide range of module configuration and membranes geometries, which are suited to a variety of applications [3]. Polymeric membranes are the most commonly used membrane material and one of the most recognized global suppliers is PCI Membranes, a Filtration Group company.
PCI Membranes ultrafiltration membrane technology for the juice industry was developed about 30 years ago and has been incorporated as a new method to replace rotary vacuum drum filters. This method helps in the production of juice concentration with very reliable clarity and cost-effective production savings.
PCI Membranes has an extensive portfolio of ultrafiltration membranes and some of them are manufactured with polyvinylidene fluoride (PVDF) material, which is often used in the industry for juice clarification with 200,000 Dalton cut off (molecular weight). Within the last few years PCI developed a microfiltration membrane with a nominal separation of 0.2 micron for dark juice clarification and wine. The new membrane will help achieve better quality clarified dark juice with higher capacity (permeability) and with less fouling issues.
Description:
The production of juices is divided into 4 major steps: crushing, pressing, centrifugation, clarification / filtration by membranes (Diagram 1), as well as a number of sub-steps.

by membranes, as well as a number of sub-steps.
During the crushing of the fruit the solubilization of pectin’s take place, which has to be broken before the ultrafiltration/ microfiltration process step. The pectinization process is done by adding enzymes, synthetic or natural, whichever is more effective as they are not one way selective as a synthetic enzyme and they have a better spectrum of activates. During the whole process the temperature of the fluid must be keep at a constant level to help keep the right working environment for the enzymes, which have to work to decompose starch, etc. Generally, the pectinization process during production of juice concentrate is one of the most important factors that can impact on a membranes filtration capacity. Of course, another factor which will impact a membranes performance is the quality and quantity of adding activated carbon, bentonite and gelatin to the process fluid in order to try and enhance the membranes performance.
The most recent and most commonly used method of juice filtration is the use of ultrafiltration (UF) membrane process. The membranes for this application have a nominal separation of 200,000 Dalton cut off (molecular weight) and are based on PVDF material in the membrane layer. The membranes are calling FPA20 or FPS20 (depending on which module configuration the engineer will choose) and can be used in dark and light juices ultrafiltration processes.
Normally, the light juices like apple, is so easy to run on ultrafiltration membranes (FPA20/FPS20 membranes) to achieve the required performance between 100-120 L/m2/h, where during process production of dark juices, the performance of membranes can drop by 40-60 percent. The reduction in flux is coming from the nature of the fruit, containing polyphenols, color, acidity, pectin’s, etc. Another issue of the reduction of fluxes is interaction between polymers, pore size and the dark pigment of fruits. To help customers increase the capacity for dark juice, PCI Membranes developed a microfiltration membrane with a nominal 0.2-micron pore size.
The microfiltration membranes named LM02 have a more open membrane surface compared to the FPA20/FPS20 membranes and uses a PVDF Copolymer material for the actual membranes layer. The new type of membranes helps to achieve even 80-100% better performance compare to the FPA20/FPS20 type of membranes. Another advantage of the LM02 membrane is better passing of color through the membrane giving about a 30% increase in color while maintaining a good quality product with low turbidity up to a maximum of 0.5 NTU.
The PCI Membranes microfiltration membrane LM02 can be operated in a batch system with or without top up. The top batch operation mode employs a dedicated feed/batch tank to maximize clarification rates. Fresh juice is added to the feed tank typically at the same rate at which the juice is being clarified. The concentration of dark juice (black currant, beetroot, etc.) pulp solids increase over time during the process run. On attaining the maximum concentration, the juice can then be put through a diafiltration step (water addition to the feed tank) to maximize the yield of the clarification juice from the remaining pulp solids.
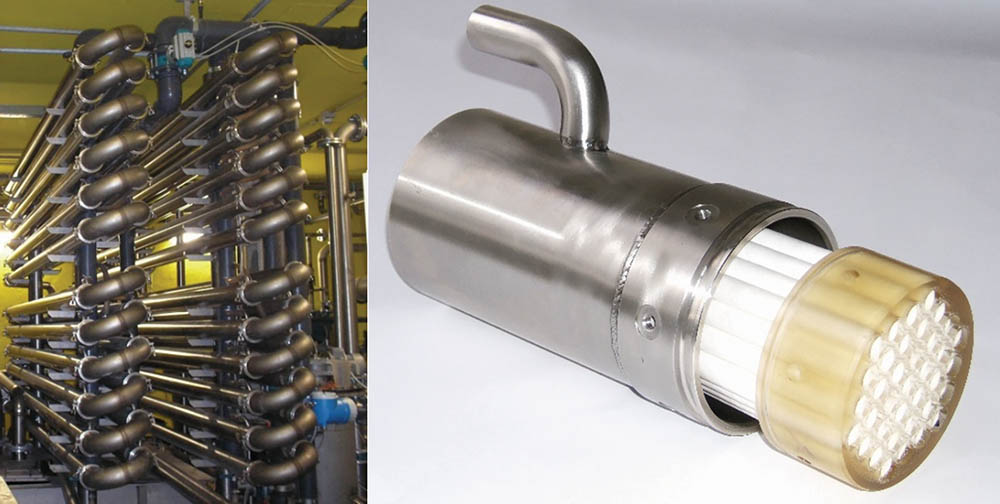
The PCI Membranes products covering the UF and MF range use either the A19 and A37 tubular system incorporating a robust, low-cost module made of stainless steel together with a choice of tubular membranes (Picture 1). The UF and MF membranes are removable cores that makes for a cost-effective replacement for end users and, importantly, environment friendly as the housings are reused. The existing UF Plant with ultrafiltration membranes FPA20/FPS20 could be easy to retrofit with MF LM02 membranes (Picture 2). The operation parameters for MF membranes require the same cross flow, operating pressure range, temperature production and the cleaning regime is the same as if for traditional UF Plants.
PCI Membranes also offer a 6mm UF membrane for low solid fluids ranging from 20,000 to 450,000 Dalton nominal separations to cover all customers’ needs including aggressive fluids like Lemon and Lime Juice.

About Filtration Group
Chicago’s Filtration Group is one of the fastest growing and largest pure play filtration companies in the world. The company is passionate about cleaning air, reducing carbon emissions, increasing energy efficiency and keeping food, water and medical procedures safe through its wide range of filtration solutions. Serving industry leaders across the globe, Filtration Group operates over 100 facilities in 28 countries under two operating segments: Life Sciences and Industrial Technologies. Filtration Group provides solutions to customers in the food & beverage; water, micro-electronics & telecommunications; indoor air; medical, pharma & bioscience; hydraulics; mining & minerals; industrial finishing and energy industries
For more information contact:
PCI Membranes-Filtration Group
Email: pcimembranes@filtrationgroup.com
Website: www.filtrationgroup.com
References:
- Membranes for Food Applications Vol. 3, K.V. Peinemann, S.Periera Nunes, L.Giorno.
- Cit Rev Food Sc.N. 2015.55(9): 147-75 Membranes Processing Technology in Food Industry: Food processing, wastewater treatment, and effects on physical, microbiology, organoleptic and nutrition properties of food.
- The Right membranes for the job A. Merry, Filtration & Separation Jan/Feb 2001.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}