The objective of this article is to explain the term “BUE” and, more importantly, at the same time show the value of coolant filtration and what filtration does to prevent the BUE problem.
BUE is the acronym for “Built UP EDGE” on the cutting surface of the cutting tool. In the absence of cleaning the fluid, the accumulation of particulate from a machining operation can “weld” (bond) on the surface of the cutting tool. Obviously, it is applicable to machining stations. Not so obvious perhaps, is that it is more prevalent where there is poor or no filtration of the metalworking fluid. Installations with little filtration do not experience BUE as much, but if the fines are not intercepted, BUE grow into a problem and the machining operations become handicapped.
Ironically there are many facilities which believe that no filtration for a machining coolant, is an economical benefit. This question often comes up because some process engineers feel that since machining is a rugged application, several of which can be accomplished dry, it may not be necessary to clean the coolant serving the process. Their logic is that there is carry out of fluid on the chips and evaporation, so fresh fluid is routinely entering the system as make-up. Therefore, as long as the coolant is there to cool, why spend the money to filter it.
The test showed that the unfiltered coolant machine produced 125 workpieces per cutter re-grind. The filtered coolant machine maintained an average of 1200 workpieces per cutter re-grind.
As stated in the first paragraph, the value of filtration in minimizing the negative effects of BUE on machining operations are important. The main reason is that metal machining performance is compromised when it has to function with dirty coolant. The machined particles and debris enter the fluid and continue to grow in concentration. They eventually become trapped in the interface between the tool and workpiece and two main conditions become visible:
1) They cause the tool to work harder to overcome the increased friction. This elevates the temperature which affects the life of the tool’s cutting edge and produces parts out of tolerance.
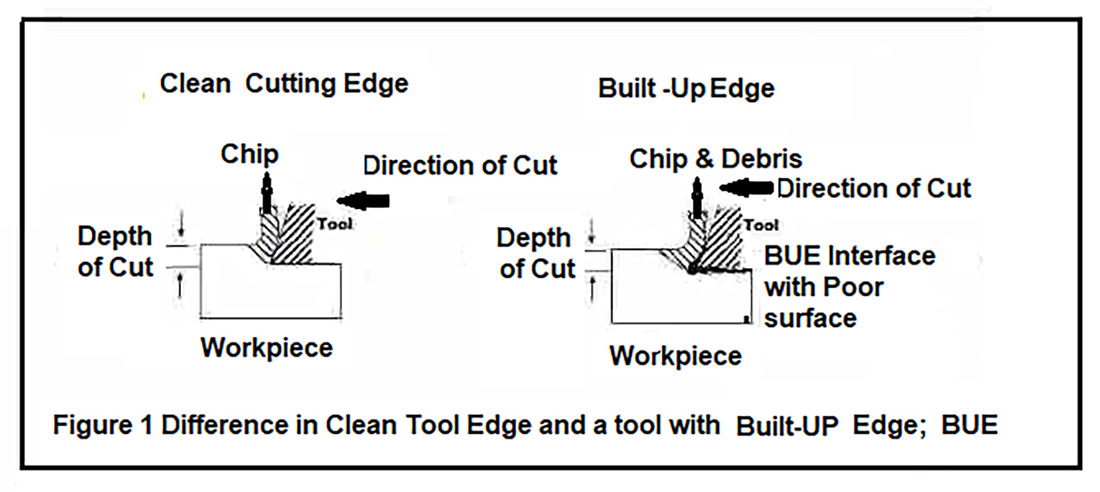
2) The high concentration of work hardened particles and the elevated heat at the point of cut will allow the accumulated debris to “weld” to the tool’s cutting edge. This is the Build Up Edge. BUE affects the shear angle and the tool’s normal cutting edge is not doing the actual cutting the workpiece, rather the BUE is doing the cutting. Figure 1 shows the BUE happening as the work is performed. The buildup edge begins to cut the workpiece differently than the desired tool surface and more heat is generated. The workpiece surface is violated, and the parts are machined out of spec. The added heat also shortens tool life.
Also, this is written with the desire to use typical industry jargon, the terms filter and filtration are the most popular and often loosely applied to any device which cleans coolant. Therefore, in addition to barrier filters there are magnetic, retention, flotation, and centrifugal separators. Obviously each device would be selected for its applicability to operation’s needs.
Test Data
Over the years some manufacturing facilities have conducted controlled tests to see the difference in machining performance with coolants filtered versus unfiltered.
One plant set up two identical machines; machine A had filtered coolant while the other machine B operated with unfiltered coolant. The test showed that the unfiltered coolant machine produced 125 workpieces per cutter re-grind. The filtered coolant machine maintained an average of 1200 workpieces per cutter re-grind. In an effort to ensure that there was no machine tool bias the filtration system was taken off machine A and placed on machine B. After a suitable run time machine A dropped to 150 workpieces, while machine B climbed to 1200 workpieces.
Other data which is summarized from a number of tests suggests that filtered coolant can be expected to increase tool life by the percentages shown in figure 2.
| Forming tools | 66% |
| Drills | 209% |
| Turning tools | 79% |
| Boring tools | 44% |
| Reamers | 26% |
Please note that these are offered as a guide only. The percentages are summaries of many tests with all kinds of variables involved, so the results with other operations probably may have different percentages. The data is fairly old and seldom do companies publish their similar test data for the open market to study. At least the summary shows the ranking and magnitude of the advantage of filtered coolant versus unfiltered coolant for various machining operations. For example, it can be understood why drilling would have a marked advantage with a chip-free coolant.
It is important to understand that the tests were conducted with truly unfiltered coolant. If the coolant is changed frequently because it is not filtered, the operations are working with cleaner coolant and the differences between “with” and “without” filtration would not be as dramatic.
Poor filtration is not the only reason for BUE
Other general causes of BUE are listed below but not limited to:
• Poor tooling, especially regrinds
• The alloy raw material
• Machine speed and /or set up
Other advantages of good filtration
There are other advantages of clean coolant beyond the reduction of BUE.
Some are listed here with no detail description, and they include the following:
- Reducing dermatitis
- Cleaner platens, fixtures, and nests for better part positioning
- Less residue coating parts and machine surfaces
- Less conductivity problems
- Minimized tramp oil impact
- Less machine maintenance
- More efficient disposal
Conclusion
The efforts to reduce the problem of BUE results in many other advantages in other areas of major fundamentals in a metal cutting operation, tool life and performance, product quality, coolant longevity, operator comfort, machine performance and maintenance. All support the fact that filtering a coolant used in a machining operation is an “asset and not a liability.”
James J. Joseph is a consultant for industrial liquid filtration, who has also written a book “Coolant Filtration 2nd Edition, Additional Technologies.” For more information contact Joseph Marketing, 120 Richmond Hill Court, Williamsburg,
Virginia, 23185, United States. He can also be reached at Tel/Fax: 757 565 1549, or email:
josephmarketing120@gmail.com








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}