Operators of combustion equipment are tasked with removing acid gases and particulate. Traditionally, wet scrubbers were used to absorb the gases, but the problem with wet scrubbers is the resultant water pollution. The exception is the limestone gypsum process, which produces wallboard quality gypsum. However, even this process has some water pollution due to washing of the gypsum to remove excess chlorides.
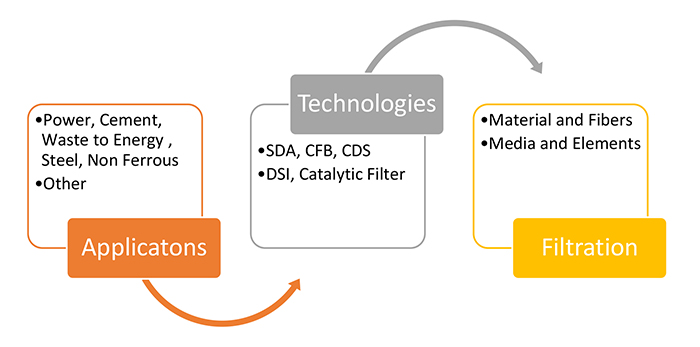
Over the last 30 years designers have utilized reaction with granular particles as an alternative method for capturing acid gases. The approaches include the spray dryer absorber (SDA). This utilizes the same principle used in manufacturing instant coffee or powdered soft drinks. A slurry is sprayed into a vessel through which the hot gas flows. The liquid evaporates. The acid gas reacts with the absorbing particles. The particles are then captured in a fabric filter.
The circulating fluid bed (CFB) scrubber functions by passing the acid gas through a fluidized bed of lime particles. Lime or sodium particles are injected into the flue gas duct with Dry Sorbent Injection (DSI) systems. The catalytic filter uses the DSI principle ahead of a ceramic filter medium with embedded catalyst for both particulate control and NOx reduction.
Dry scrubbing is being used in the power, cement, waste to energy, steel, nonferrous and other industries where acid gases are emitted. There are a number of materials, fibers, media configurations and element designs which are utilized.
“If bags last one year rather than four or five years, then bag costs become a significant part of the total expense. The energy cost is also a factor. Energy consumption increases in direct proportion to velocity. It also increases in direct proportion to the thickness of the dust cake on the filter media.“
The collection media in the fabric filter has a major impact on cost. The optimum gas velocity can vary depending on the media selected. If the velocity can be doubled, then the size of the unit can be halved. Instead of 4,000 bags for a big installation; maybe only 2,000 would be needed.
On the other hand, the cost of ownership is significantly affected by the bag life. If bags last one year rather than four or five years, then bag costs become a significant part of the total expense. The energy cost is also a factor. Energy consumption increases in direct proportion to velocity. It also increases in direct proportion to the thickness of the dust cake on the filter media.
In the case where only particulate is to be captured, it is best to establish a semi-permanent cake on the bags and then pulse off the new cake. In accounting terms, this is LIFO (last in first out). However, for dry scrubbing it is best to remove the reacted gypsum and retain the fresh lime (FIFO). The industry has not formally addressed FIFO vs LIFO, and it needs to do so.
impact on performance.
The need to maximize acid gas capture and the resultant substantial increase in particulate loading affects the choice of fibers and filter media. The type of cleaning (reverse air or pulsing with compressed air) also determines the selection of the lowest true cost medium.
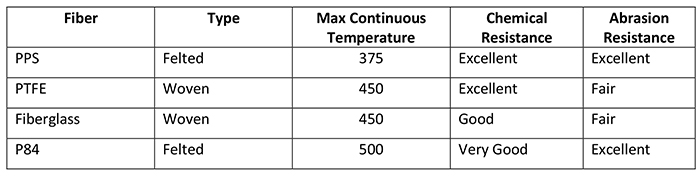
The fuel or product being calcined or treated also impacts the medium. If a high sulfur fuel is burned, the costs of dry scrubbing are comparatively higher than if a low sulfur fuel is burned. Various fibers react differently to various combinations of acid gases, temperature and humidity. One fiber may handle SO2 and HF in relatively humid conditions at 300 F, whereas another cannot.
Temperature resistance is important for several reasons. One is that a fiber which can withstand the temperature excursions will have a longer life than one which is dependent on more perfect operation of the system. Another consideration is the potential to recover heat.
An alternative to glass and polymeric resins is a ceramic fiber matrix. Elements can contain embedded catalysts. Dry sorbent injection ahead of the ceramic media can be utilized to provide removal of dust and acid gases while reducing NOx. The resultant clean hot gas at 600 F or higher can then be directed to an efficient heat exchanger and most of the potential energy recovered.
The material, fiber design, media construction and filter element shape all have to be designed to address the unique requirements of the application and the technology being employed.
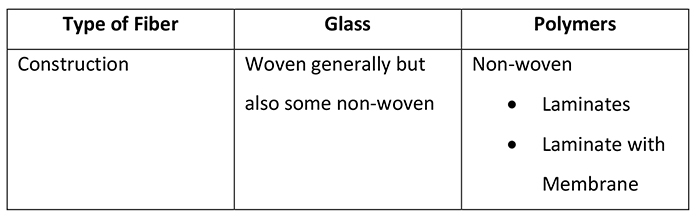
There are differences in laminates with multiple nonwoven layers being employed with varying support materials and designs. Fiber shape is also a variable.
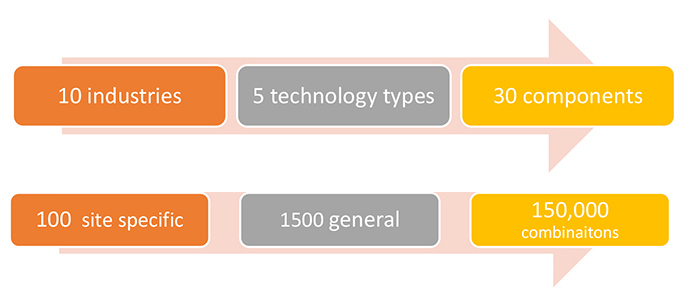
How complex are the decisions – there are at least 1,500 combinations to assess.
There are mountains of information available on all the different variables. Determining which information will help select the lowest total cost of ownership product is a daunting task. The answer is “shared responsibility and collaboration.” Organizations focused on components such as filter media or reagents can contribute, but only if there is a clear path on how to do so.
Forming a Dry Scrubber Users Group, which focuses on the subject in the broadest terms, could be the catalyst to help bring other organizations into what could be titled a “True Cost” program. This program would provide access to the needed evidence for validation of lowest total cost of ownership. Conferences and exhibitions could provide a forum for actual validation of supplier claims. The categories could include component-related conferences, as well as industry conferences.
Shared responsibility and collaboration are best driven by suppliers who are convinced that their product has the lowest true cost and are willing to help provide all the evidence – pro and con — to support their position.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}